░▒└õ─²Ų„ DN1000 F=357ŲĮĘĮ├ū
- ╬─╝■ĮķĮBŻ║
- įō╬─╝■×ķ dwg Ė±╩ĮŻ©į┤╬─╝■┐╔ŠÄ▌ŗŻ®��Ż¼Ž┬▌dąĶę¬
20 ĘeĘų
-
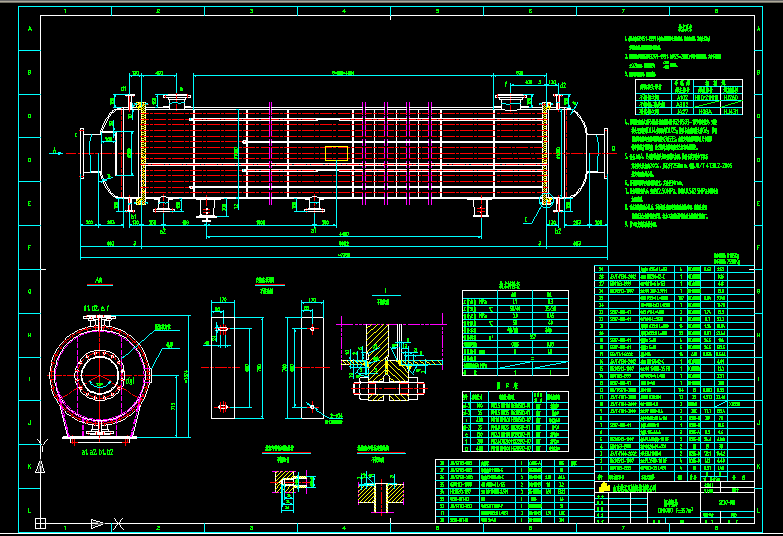
- 1.▒ŠįOéõ░┤GB150-98ĪČõōųŲē║┴”╚▌Ų„ĪĘ║═HGJ-89ĪČõōųŲ╗»╣ż╚▌Ų„ųŲįņ╝╝ągę¬Ū¾ĪĘ▀MąąųŲįņ��Ż¼įć“×║═“×╩šŻ¼▓óĮė╩▄ć°╝ę╝╝ąg▒OČĮŠųŅC░lĄ─ĪČē║┴”╚▌Ų„░▓╚½╝╝ąg▒O▓ņęÄ│╠ĪĘĄ─▒OČĮĪŻ
2.═▓¾w▓╔ė├ļŖ╗Ī║Ė����Ż¼║ĖŚlą═╠¢Ż║1Cr18Ni9TiķgA102�Ż¼1Cr18Ni9Ti┼cQ235ķgA302�Ż¼Q235ķgT422����ĪŻ└õģs▒P╣▄ąĶ┤“Ų┬┐┌Ż¼▓ó▓╔ė├ÜÕ╗Ī║Ė�Ż¼░┤║ĖĮėęÄ│╠JB/T4709-2000����ĪŻ
3.║ĖĮėĮėŅ^ą═╩Į╝░│▀┤ń│²łDųąūó├„═Ō����Ż¼░┤GB985-88ųąęÄČ©Ż¼ĮŪ║Ė┐pĄ─║ĖĮŪ│▀┤ń░┤▌^▒ĪĄ─║±Č╚�Ż¼Ę©╠mĄ─║ĖĮė░┤ŽÓæ¬Ę©╠mś╦£╩Ą─ęÄČ©�ĪŻ Įė╣▄Ę©╠m║ĖĮėŠ∙ę¬Ū¾ļp├µ║ĖĮė▓óØM║Ė��ĪŻ
4.╚▌Ų„╔ŽĄ─AŅÉĄ─BŅÉ║Ė┐pæ¬▀Mąą╔õŠĆ╠Įé¹Öz▓ķ��Ż¼╠Įé¹ķLČ╚×ķ├┐Śl║Ė┐pķLČ╚Ą─20%Ż¼Ūę▓╗ąĪė┌250mm�Ż¼▓óĘ¹║ŽJB4730-94ęÄČ©ųąó¾╝ē×ķ║ŽĖ±����ĪŻ
5.╣▐¾wā╚▓┐╦∙ėą▓┐╝■║ĖĮėę¬Ū¾ØM║Ė��Ż¼▓╗Ą├ėą╚╬║╬╚▒Ž▌�Ż¼║Ė┐p│╔ą╬ę¬║├����Ż¼║Ė║¾ę¬┤“─źŻ¼▓óę¬╦ߎ┤Ōg╗»╠Ä└Ē�Ż¼╦ߎ┤Ōg╗»Ą─Ōg╗»─żė├╦{³cĘ©Öz▓ķ¤o╦{³c×ķ║ŽĖ±�ĪŻ╣▐¾wā╚▓┐╦∙ėą▓┐╝■Æü╣Ōæ¬▀_ĄĮR0.8����ĪŻ
6.įOéõųŲū„═Ļ«ģ║¾Ż¼═▓¾węį0.28MPa▒Ēē║▀Mąą╦«ē║įć“×����Ż¼└õģs▒P╣▄ęį0.6MPa▒Ēē║▀Mąą╦«ē║įć“×ĪŻ
7.įOéõĮMčb║¾����Ż¼į┌öć░Ķ▌S╔ŽČ╦├▄ĘŌ╠Ä£yČ©▌SĄ─ÅĮŽ“ö[äė┴┐▓╗┤¾ė┌0.3mm�Ż¼öć░Ķ▌S▌SŽ“┤«äė┴┐į╩▓ŅĪ└0.2mm�Ż¼öć░Ķ▌SŽ┬Č╦ö[äė┴┐▓╗┤¾ė┌1.0mmĪŻ
8.įOéõųŲū„═Ļ«ģ║¾Ż¼ęį╦«┤·┴Ž����Ż¼ć└Į¹┐š▐D��Ż¼▓ó╩╣įOéõā╚▀_ĄĮ╣żū„ē║┴”▀Mąąįć▀\▐DŻ¼Ģrķg▓╗╔┘ė┌4ąĪĢrŻ¼▓╗Ą├ėą▓╗š²│Żįļ┬Ģ║═šäė¼FŽ¾����ĪŻ
9.öć░Ķ▌Są²▐DĘĮŽ“║═łD╩ŠŽÓĘ¹�Ż¼▓╗Ą├Ę┤▐D�ĪŻ
10.╣▄┐┌╝░ų¦ū∙ĘĮ╬╗ęŖ▒ŠłDĪŻ
11.╣▐¾w═Ō▓┐╝ė╣╠▓█õōė╔žSįŁ╝»łF╣ż│╠▓┐žōž¤▀MąąĪŻ
...
 ¤ßķTĻPµIį~Ż║
¤ßķTĻPµIį~Ż║


 įź╣½ŠW░▓éõ 41072402000322╠¢
įź╣½ŠW░▓éõ 41072402000322╠¢


